
Conventional glass cutting wheels have a fundamental physical limitation that no amount of machine calibration or operator skill can overcome: they produce a median crack reaching only around 15% of the glass thickness. At that depth, lateral cracks are nearly unavoidable — and lateral cracks are the direct cause of the edge chipping and surface splintering that costs industrial glass processors thousands in scrap and rework every month.
Notched glass cutting wheel technology solves this at the source. By changing the geometry of the wheel’s apex, it changes the physics of the cut itself — driving the median crack up to 90% deep and eliminating the lateral crack problem entirely.
This article explains exactly how the notched design achieves that, why it matters for your production line, and how to choose the right wheel for your specific application.
From iron rods to the first mechanical wheel
For most of human history, cutting glass was more craft than engineering. Medieval glassmakers drew a red-hot iron rod along a moistened surface to induce a thermal snap — a method that was imprecise, unpredictable, and required extensive manual grozing to produce anything close to a usable edge.

The first real breakthrough came in 1869, when Samuel Monce introduced the mechanical wheel cutter. It was a genuine leap forward, and the industry relied on it as the standard for over a century.
But conventional wheels carried a fundamental physical limitation: they produced a vertical median crack reaching only around 15% of the glass thickness. Alongside this, unwanted lateral cracks propagated toward the surface — the direct cause of edge chipping and splintering that still plagues many production lines today.
1998: the notched wheel changes the game
By the late 1990s, the electronics industry was pushing glass thinner and thinner for flat panel displays. Traditional cutting methods couldn’t keep up. Edge strength requirements were tightening, tolerances were shrinking, and conventional wheels were failing to deliver.
In 1998, MDI (Mitsuboshi Diamond Industrial) introduced the Penett® — a patented notched glass cutting wheel with an apex geometry that redefined what precision cutting could achieve.
The principle is mechanically elegant: as the notched wheel rolls across the glass surface, each notch creates a rapid, consecutive impact — a pulsed mechanical impulse rather than continuous pressure. This drives the median crack dramatically deeper into the material than any smooth-edge wheel geometry could produce. The lateral cracks that plagued conventional cutting are eliminated, because the crack energy is channelled vertically rather than spreading horizontally.
The engineering precision behind this is significant — and it is worth making concrete. Each notch is laser-cut to a depth measured in micrometres — a scale finer than a human hair — with geometry verified individually by image-processing camera before the wheel leaves the factory. Notch count is matched to wheel diameter, engineered for consistent crack penetration on every revolution, and notch geometry varies across the product range to match specific glass thicknesses and applications. This is not a detail that can be replicated by scoring a generic apex. It is the reason the consecutive impact effect reliably drives crack depth to 90% rather than simply introducing surface irregularity.
What makes this reproducible at scale is MDI’s quality control system: every individual notch on every wheel is measured by image-processing camera before the wheel leaves the factory. There is no statistical sampling — it is 100% inspection. A wheel with a single out-of-spec notch does not ship. For production engineers who understand what one defective notch can do to a score line — and what a bad score line costs downstream — this is the quality argument that matters.
The physics of the cut: what the notch actually does
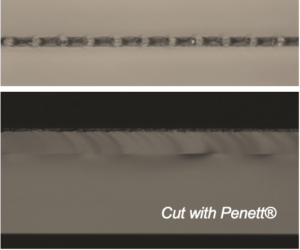
In the video above, notice how the conventional wheel (left) creates surface tension while the Penett wheel (right) drives a vertical median crack deep into the substrate.
Every glass cut produces two competing crack types: median cracks that travel vertically down through the glass (what you want), and lateral cracks that spread horizontally toward the surface (what causes chipping). In a conventional wheel, lateral cracks are an unavoidable consequence of the smooth apex geometry. For a full breakdown of how lateral cracking drives chipping and scrap rates, see our separate guide to reducing glass chipping.
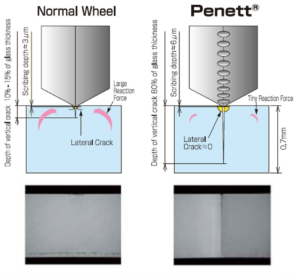
What notched wheel technology changes is the crack energy distribution. The pulsed impact of each notch concentrates force vertically with each successive strike, driving the median crack dramatically deeper while starving the lateral crack of the energy it needs to propagate. The result is not a marginal improvement — it is a fundamental shift in cut physics:
| Conventional wheel | Notched wheel (Penett®) | |
| Median crack depth | ~15% of glass thickness | Up to 90% of glass thickness |
| Lateral cracks | Present — causes chipping | Eliminated |
| Breaking force required | High | Minimal |
| Edge quality | Variable | Consistent, high-strength |
| Particle generation | Moderate to high | Low |
The glass separates with minimal external pressure — simplifying or in many cases eliminating the secondary breaking step entirely.
This performance difference is not a claim — it is a measured result. MDI’s four-point bending tests on 0.5mm bare glass quantify the edge strength advantage directly: notched wheel technology consistently produces edges that withstand significantly higher stress before failure than those cut with conventional wheels. In practical terms, this means glass that survives tempering, lamination, and assembly without the micro-chip stress concentrators that cause breakage downstream. For production engineers managing yield across those processes, the bending test data is the number that matters.
How long do notched glass cutting wheels last? Lifetime data from real production
Wheel lifetime is where the economics of notched wheel technology become impossible to ignore. Measured on 4mm float glass in real production conditions:
| Wheel type | Cut length on 4mm glass |
| Tungsten carbide notched wheel | 10 – 30 kilometres |
| Polycrystalline diamond notched wheel | 150 – 300 kilometres |
The diamond wheel delivers 5 to 30 times the lifetime of a carbide wheel — and the reason is twofold. First, material quality: MDI uses the highest-grade tungsten carbide and polycrystalline diamond, sourced to identical specification batch after batch. Second, the laser manufacturing process: because notches are introduced by laser rather than mechanical grinding, there are no micro-defects in the notch walls to propagate under load. A mechanically ground notch contains micro-fractures from the grinding process itself — stress risers that accelerate wear from the first cut. A laser-cut notch has none.
The practical implication for your production line is straightforward. Spread the wheel cost over hundreds of kilometres of cut, and the cost-per-metre of an MDI notched wheel — even at a higher unit price — typically comes out lower than a conventional wheel replaced three or four times over the same distance. Fewer changeovers also means less machine downtime and fewer opportunities for process drift when a new wheel is installed.
Choosing the right wheel: Penett® vs. APIO®
Not every application calls for the same solution. MDI offers two primary wheel technologies, each engineered for a distinct production profile.
Penett® — the thin glass specialist.
The Penett® is the precision tool for demanding thin glass applications (up to 2mm). Where conventional wheels struggle with the low cutting forces and high edge strength requirements of thin glass, the Penett® excels — delivering the deepest achievable median crack, maximum scribing stability, and the highest separation yields available. It is capable of stable scribing on chemically edged, edge-ground, and high tenacity glass, and handles the easy separation of coatings and laminated glass that would challenge a standard wheel. For high-volume production lines where yield consistency is non-negotiable, it is the benchmark tool.
Best for: Thin glass up to 2mm, display glass, consumer electronics substrates, chemically strengthened glass, laminated glass, and any application where maximum crack depth and edge strength are the primary requirements.

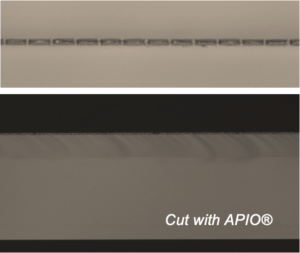
The APIO® (All Purpose In One) is built for manufacturers who need one wheel to handle everything. It does not specialise in maximum crack depth — that is the Penett®’s territory. Instead, it optimises for the broadest possible operational window: consistent, high-quality cuts across all glass thicknesses, glass types, and production conditions.
One specific problem APIO® is engineered to solve deserves attention: slipping at scribe line crossing points. When a cutting wheel crosses an existing score line — a common occurrence in rectangular cutting patterns — a conventional wheel can slip, deflect, or lose contact momentarily. The result is an inconsistent score at exactly the point where precision matters most, leading to breakage errors and dimensional inaccuracies. APIO®’s notched geometry maintains grip through crossing points, delivering a stable, controlled score regardless of what’s beneath the wheel. For production lines running complex cutting patterns, this alone justifies the switch.
Beyond crossing point stability, APIO® minimises particle generation regardless of the glass being processed and maintains consistent performance across a wide range of cutting parameters. If your line handles varied glass types or thicknesses and you need a single reliable solution that performs well across all of them, APIO® is the answer.
Best for: Architectural glass, automotive glass, appliance glass, float glass, and any production environment where versatility, crossing point stability, and process consistency across multiple glass types matter more than peak performance on a single application.
The wheel is where quality begins
The evolution from the medieval iron rod to a diamond-tipped, notch-engineered cutting wheel represents more than a century of material science and precision engineering. But what it means practically for your production line is simple: controlling crack propagation at the microscopic level gives you power over yield, edge strength, and process efficiency that no downstream fix can replicate.
If you’re experiencing inconsistent results, the answer is almost certainly upstream — and it starts with the wheel geometry.
For a broader look at all the variables that determine cut quality — wheel material, angle, diameter, cutting force, and speed — see our complete glass cutting wheels selection guide.
MDI offers specialised glass cutting wheel sample kits, including Penett® and APIO® configurations, so you can test both technologies against your specific glass type and find the optimal settings for your line before committing to a production change.