
Herkömmliche Glasschneidrädchen haben eine grundlegende physikalische Einschränkung, die weder durch Maschinenkalibrierung noch durch Bedienergeschick überwunden werden kann: Sie erzeugen einen Medianriss, der nur etwa 15% der Glasdicke erreicht. Bei dieser Tiefe sind Lateralrisse kaum vermeidbar — und Lateralrisse sind die direkte Ursache für Kantenausbrüche und Oberflächensplitter, die Glasverarbeitungsbetriebe monatlich Tausende Euro an Ausschuss und Nacharbeit kosten.
Die Technologie der Glasschneidrädchen mit Kerben löst dieses Problem an der Wurzel. Durch die Veränderung der Geometrie der Rädchenspitze verändert sie die Physik des Schnitts selbst — der Medianriss wird bis zu 90% tief getrieben und das Lateralrissproblem vollständig eliminiert.
Dieser Artikel erklärt genau, wie das Kerbendesign das erreicht, warum es für Ihre Produktionslinie wichtig ist und wie Sie das richtige Rädchen für Ihre spezifische Anwendung auswählen.
Von Eisenstäben zum ersten mechanischen Rädchen
Für den größten Teil der Menschheitsgeschichte war Glasschneiden eher Handwerk als Ingenieurwissenschaft. Mittelalterliche Glasmacher zogen einen rotglühenden Eisenstab über eine befeuchtete Oberfläche, um einen thermischen Bruch zu erzeugen — eine Methode, die ungenau, unvorhersehbar war und ausgiebiges manuelles Nacharbeiten erforderte.

Der erste echte Durchbruch kam 1869, als Samuel Monce den mechanischen Rädchenschneider einführte. Es war ein bedeutender Fortschritt, und die Industrie verließ sich über ein Jahrhundert lang auf ihn als Standard.
Aber herkömmliche Rädchen hatten eine grundlegende physikalische Einschränkung: Sie erzeugten einen vertikalen Medianriss, der nur etwa 15% der Glasdicke erreichte. Daneben breiteten sich unerwünschte Lateralrisse zur Oberfläche hin aus — die direkte Ursache für Kantenausbrüche und Splitter, die noch heute viele Produktionslinien belasten.
1998: Das Kerbenrädchen verändert alles
Ende der 1990er Jahre trieb die Elektronikindustrie das Glas für Flachbildschirme immer dünner. Herkömmliche Schneidmethoden konnten nicht mithalten. Anforderungen an die Kantenfestigkeit wurden strenger, Toleranzen enger, und konventionelle Rädchen lieferten nicht mehr die nötigen Ergebnisse.
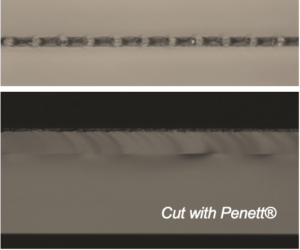
1998 führte MDI (Mitsuboshi Diamond Industrial) das Penett® ein — ein patentiertes Glasschneidrädchen mit Kerben und einer Spitzengeometrie, die neu definierte, was Präzisionsschneiden bedeutet.
Das Prinzip ist mechanisch elegant: Wenn das Kerbenrädchen über die Glasoberfläche rollt, erzeugt jede Kerbe einen schnellen, aufeinanderfolgenden Aufprall — einen gepulsten mechanischen Impuls statt kontinuierlichem Druck. Dies treibt den Medianriss deutlich tiefer ins Material als jede glattkantige Rädchengeometrie es könnte. Die Lateralrisse, die das herkömmliche Schneiden plagten, werden eliminiert, weil die Rissenergie vertikal statt horizontal geleitet wird.
Die Fertigungspräzision dahinter ist bemerkenswert. Jede Kerbe wird per Laser auf eine Tiefe im Mikrometerbereich geschnitten — feiner als ein menschliches Haar — und die Geometrie wird individuell per Bildverarbeitungskamera geprüft, bevor das Rädchen das Werk verlässt. Die Kerbanzahl ist auf den Rädchendurchmesser abgestimmt, für konsistente Risspenetration bei jeder Umdrehung, und die Kerbengeometrie variiert im Produktsortiment je nach Glasdicke und Anwendung. Dies ist kein Detail, das durch das Einkerben einer generischen Spitze repliziert werden kann. Es ist der Grund, warum der konsekutive Aufpralleffekt die Risstiefe zuverlässig auf 90% treibt.
Was dies im industriellen Maßstab reproduzierbar macht, ist MDIs Qualitätskontrollsystem: Jede einzelne Kerbe an jedem Rädchen wird per Bildverarbeitungskamera gemessen, bevor das Rädchen das Werk verlässt. Es gibt keine statistische Stichprobenprüfung — es ist eine 100%-Inspektion. Ein Rädchen mit einer einzigen außerhalb der Spezifikation liegenden Kerbe wird nicht ausgeliefert.
Die Physik des Schnitts: Was die Kerbe wirklich bewirkt
Jeder Glasschnitt erzeugt zwei konkurrierende Risstypen: Medianrisse, die vertikal durch das Glas nach unten verlaufen (was Sie wollen), und Lateralrisse, die sich horizontal zur Oberfläche hin ausbreiten (was Ausbrüche verursacht). Bei einem herkömmlichen Rädchen sind Lateralrisse eine unvermeidliche Folge der glatten Spitzengeometrie. Eine vollständige Erklärung, wie Lateralrisse Ausbrüche und Ausschussraten verursachen, finden Sie in unserem separaten Leitfaden zur Reduzierung von Glasausbrüchen.
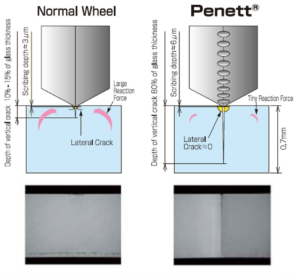
Was die Kerbenrädchen-Technologie verändert, ist die Rissenergie-Verteilung. Der gepulste Aufprall jeder Kerbe konzentriert die Kraft bei jedem aufeinanderfolgenden Schlag vertikal und treibt den Medianriss dramatisch tiefer, während dem Lateralriss die Energie entzogen wird. Das Ergebnis ist keine marginale Verbesserung — es ist eine fundamentale Verschiebung in der Schnittphysik:
| Herkömmliches Rädchen | Rädchen mit Kerben (Penett®) | |
|---|---|---|
| Medianrisstiefe | ~15% der Glasdicke | Bis zu 90% der Glasdicke |
| Lateralrisse | Vorhanden — verursacht Ausbrüche | Eliminiert |
| Erforderliche Brechkraft | Hoch | Minimal |
| Kantenqualität | Variabel | Konsistent, hochfest |
| Partikelgenerierung | Mittel bis hoch | Niedrig |
Das Glas trennt sich mit minimalem externem Druck — was den sekundären Brechschritt vereinfacht oder in vielen Fällen vollständig eliminiert.
Dieser Leistungsunterschied ist kein Versprechen — er ist ein gemessenes Ergebnis. MDIs Vier-Punkt-Biegetests an 0,5mm blankem Glas quantifizieren den Kantenfestigkeitsvorteil direkt: Kerbenrädchen-Technologie produziert konsistent Kanten, die deutlich höherer Belastung standhalten als die mit herkömmlichen Rädchen geschnittenen. In der Praxis bedeutet das Glas, das Tempern, Laminieren und Montage ohne die Mikro-Ausbruchs-Spannungskonzentratoren übersteht, die downstream Brüche verursachen.
Wie lange halten Glasschneidrädchen mit Kerben? Lebensdauerdaten aus der realen Produktion
Die Lebensdauer des Rädchens ist der Punkt, an dem die Wirtschaftlichkeit der Kerbenrädchen-Technologie unübersehbar wird. Gemessen an 4mm Floatglas unter realen Produktionsbedingungen:
| Rädchentyp | Schnittlänge auf 4mm Glas |
|---|---|
| Wolframkarbid-Kerbenrädchen | 10 – 30 Kilometer |
| Polykristalliner Diamant-Kerbenrädchen | 150 – 300 Kilometer |
Das Diamanträdchen liefert die 5- bis 30-fache Lebensdauer eines Karbid-Rädchens — und der Grund ist zweifach. Erstens die Materialqualität: MDI verwendet höchstwertiges Wolframkarbid und polykristallinen Diamant, Charge für Charge in identischer Spezifikation beschafft. Zweitens der Laserherstellungsprozess: Da Kerben per Laser statt durch mechanisches Schleifen eingebracht werden, gibt es keine Mikrodefekte in den Kerbwänden. Eine mechanisch geschliffene Kerbe enthält Mikrorisse aus dem Schleifprozess selbst — Spannungserhöher, die den Verschleiß vom ersten Schnitt an beschleunigen. Eine lasergeschnittene Kerbe hat keine.
Die praktische Konsequenz für Ihre Produktionslinie ist eindeutig: Die Kosten pro Meter eines MDI-Kerbenrädchens — auch bei höherem Stückpreis — sind typischerweise niedriger als bei einem herkömmlichen Rädchen, das drei- oder viermal über die gleiche Distanz ersetzt werden muss. Weniger Wechsel bedeuten auch weniger Maschinenstillstand und weniger Möglichkeiten für Prozessdrift bei der Installation eines neuen Rädchens.
Das richtige Rädchen wählen: Penett® vs. APIO®
Nicht jede Anwendung erfordert dieselbe Lösung. MDI bietet zwei primäre Rädchentechnologien, jede für ein bestimmtes Produktionsprofil entwickelt.
Penett® — der Dünnglasspezialist
Das Penett® ist das Präzisionswerkzeug für anspruchsvolle Dünnglas-Anwendungen (bis 2mm). Wo herkömmliche Rädchen mit den niedrigen Schnittkräften und hohen Kantenfestigkeitsanforderungen von Dünnglas kämpfen, glänzt das Penett® — es liefert die tiefste erreichbare Medianrisstiefe, maximale Ritzstabilität und die höchsten verfügbaren Trennungsausbeuten. Es ermöglicht stabiles Ritzen auf chemisch geätztem, kantengeschliffenem und hochfestem Glas und bewältigt die einfache Trennung von Beschichtungen und Verbundglas, was ein Standardrädchen vor Herausforderungen stellen würde.
Optimal für: Dünnglas bis 2mm, Displayglas, Consumer-Electronics-Substrate, chemisch gehärtetes Glas, Verbundglas und alle Anwendungen, bei denen maximale Risstiefe und Kantenfestigkeit die primären Anforderungen sind.
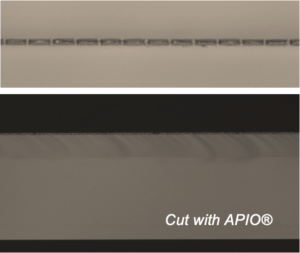
APIO® — das Allround-Rädchen

Das APIO® (All Purpose In One) ist für Hersteller konzipiert, die ein Rädchen für alles benötigen. Es spezialisiert sich nicht auf maximale Risstiefe — das ist das Territorium des Penett®. Stattdessen optimiert es für das breitestmögliche Betriebsfenster: konsistente, hochwertige Schnitte über alle Glasdicken, Glastypen und Produktionsbedingungen hinweg.
Ein spezifisches Problem, das das APIO® löst, verdient besondere Aufmerksamkeit: das Rutschen an Schnittlinien-Kreuzungspunkten. Wenn ein Schneidrädchen eine bestehende Ritzlinie kreuzt — häufig bei rechteckigen Schnittmustern — kann ein herkömmliches Rädchen rutschen oder den Kontakt kurz verlieren. Das Ergebnis ist ein inkonsistenter Ritz genau dort, wo Präzision am wichtigsten ist. Die Kerbengeometrie des APIO® hält den Grip durch Kreuzungspunkte, liefert einen stabilen, kontrollierten Ritz unabhängig davon, was sich unter dem Rädchen befindet.
Darüber hinaus minimiert das APIO® die Partikelgenerierung unabhängig vom verarbeiteten Glas und hält konsistente Leistung über ein breites Spektrum an Schnittparametern aufrecht.
Optimal für: Architekturglas, Autoglas, Haushaltsgeräteglas, Floatglas und alle Produktionsumgebungen, in denen Vielseitigkeit, Kreuzungspunktstabilität und Prozesskonsistenz über mehrere Glastypen wichtiger sind als Spitzenleistung bei einer einzigen Anwendung.
Das Rädchen ist der Ausgangspunkt der Qualität
Die Entwicklung vom mittelalterlichen Eisenstab zum diamantbestückten, kerbenoptimierten Schneidrädchen repräsentiert mehr als ein Jahrhundert Materialwissenschaft und Präzisionstechnik. Was es praktisch für Ihre Produktionslinie bedeutet, ist einfach: Die Kontrolle der Rissausbreitung auf mikroskopischer Ebene gibt Ihnen Macht über Ausbeute, Kantenfestigkeit und Prozesseffizienz, die keine nachgelagerte Korrektur replizieren kann.
Wenn Sie inkonsistente Ergebnisse erleben, liegt die Antwort fast sicher im vorgelagerten Bereich — und sie beginnt mit der Rädchengeometrie.
Für einen umfassenderen Blick auf alle Variablen, die die Schnittqualität bestimmen — Rädchenmaterial, Winkel, Durchmesser, Schnittkraft und Geschwindigkeit — lesen Sie unseren vollständigen Leitfaden zur Auswahl von Glasschneidrädchen.
MDI bietet spezialisierte Glasschneidrädchen-Musterkits, einschließlich Penett®- und APIO®-Konfigurationen, damit Sie beide Technologien gegen Ihren spezifischen Glastyp testen und die optimalen Einstellungen für Ihre Linie finden können — bevor Sie eine Produktionsänderung vornehmen.